Painutamise olemus
Painutamine on lukksepatöö operatsioon, mille käigus tooriku mingi osa pööratakse ülejäänu suhtes etteantud nurga alla.
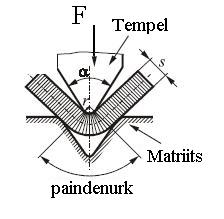
Joon. 1. Painutamine
on tooriku osade vaheliste nurkade
- Painutamine
paindenurga (joon. 1) moodustamiseks saab võimalikuks
- Kui painutamisel kasutatav survejõud F (joon. 1) ei ületa materjali elastsuspiiri, siis survest vabanemisel võtab toorik tagasi oma esialgse kuju.
- Painutamisel tekkivad metallis suured pinged ja deformatsioonid.
- Eriti
tuntavad on nad siis, kui painderaadius r on väike.
- Et väliskihtides ei tekiks pragusid, ei tohi painderaadius olla väiksem minimaalsest lubatavast raadiusest, mis määratakse vastavalt painutava metalli liigist ja paksusest.
Tabel 1. Terasest lehtmetalli minimaalsed lubatavad painderaadiused külmalt painutamisel
|
Lehtmetalli paksus, mm |
Painderaadius, Rmin, mm |
|
0,5 |
0,6 |
|
1 |
1,2 |
|
1,5 |
1,8 |
|
2,0 |
2,5 |
|
2,5 |
3,5 |
|
3,0 |
5,5 |
|
4,0 |
9,0 |
|
5,0 |
13,0 |
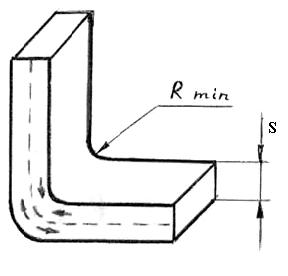
Joon. 2. Minimaalne
painderaadius.
- Minimaalne
painderaadius Rmin (joon. 2) on piiratud
- Minimaalne
painderaadius
Painutamisel surutakse tooriku nõgusal küljel
metalli kihid kokku ja nad lühenevad, kumeral küljel aga venitatakse kihid
välja ja nende pikkus suureneb.
Tooriku keskmises
kihis – neutraaljoonel - puuduvad
nii tõmbe- kui survepinged ning selle pikkus paindel ei muutu.
NB! Seetõttu
detaili sirupikkuse arvutamise reegel on:
Detaili sirupikkus
arvutatakse keskmise kihi — neutraaljoone pikkuse järgi.