Painutamine seadmetel
Suuremõõtmeliste toorikute painutamisel kasutatakse painutuspresse, painutusvaltspinke ja profiilmetalli painutusmasinaid.
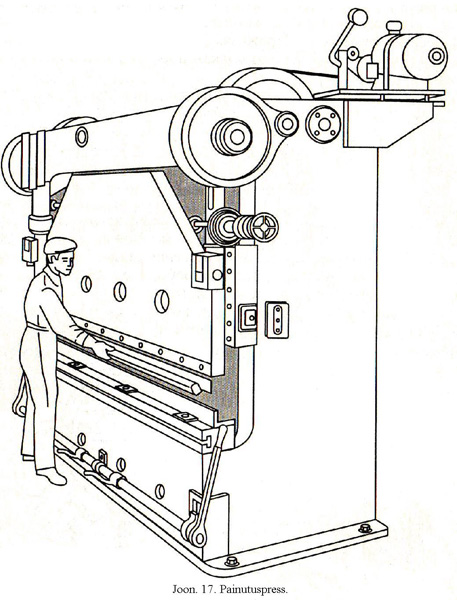
Painutusprotsess painutuspressil
- Lehtmetalli painutamisel surutakse materjal templi (2) abil matriitsi (3) (vt joon.18), et saavutada soovitud painutusnurk.
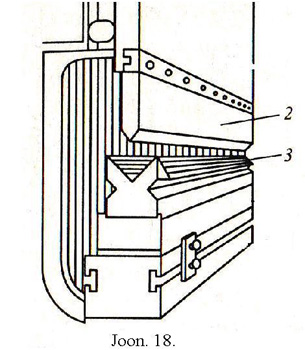
- Painutusnurga määrab templi matriitsi tungimise sügavus (joon. 18, a).
Joon. 18, a.
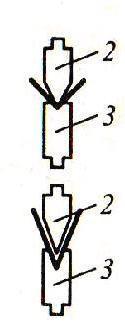
- Standardsete painutusoperatsioonide puhul kasutatakse V - kujulise soonega matriitse (3) (joon. 19, a).
Joon. 19, a. V - kujulise soonega
matriitsid (3).
- Spetsiaalsete rakenduste jaoks on kasutusel raadiusmatriitsid, U -
matriitsid, serva

Joon.19, b.
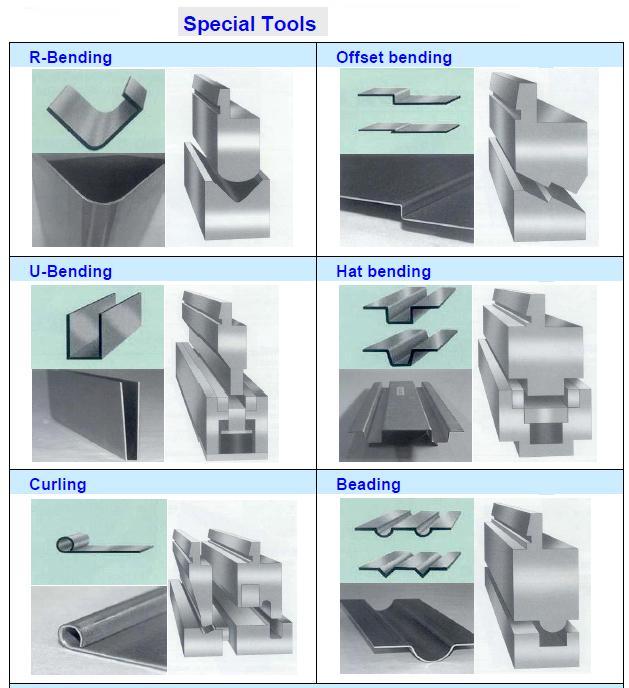
Joon.19, c. Spetsiaalsed templid ja matriitsid.
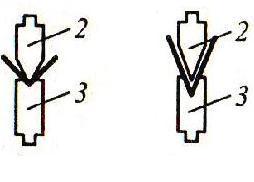
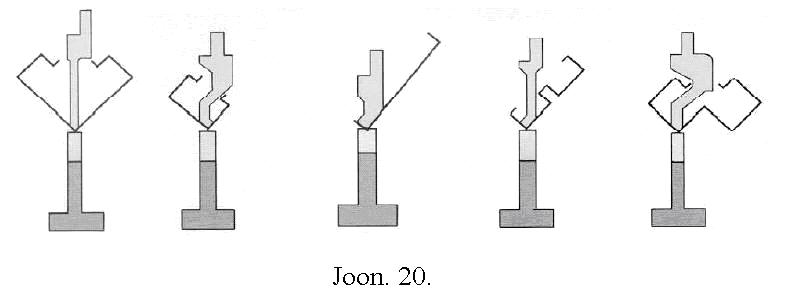
- Templi ristlõike kuju määrab ära millist tüüpi painutusi on võimalik teostada (joon. 20).
- Painutsprotsess on väga tundlik tööriistade ja seadme seisukorra suhtes. Nende
ebatäpsus võib teha hea tulemuse saamise väga aeganõudvaks (kaasneb suur praagi
hulk) või koguni
Painutusprotsess painutusvaltspingil

Joon. 21. Painutusvaltspink.
- Kaasaegsed valtspingid valmistatakse kolme (joon. 21) või nelja rulliga.
- Lehtmetall painutamisel suunatakse kolme (nelja) karastatud rulli vahele ja andes edasi-tagasi liikumise, avaldatakse survet ülemise rulliga lehtmetallile, et saavutada soovitud painderaadius (joon. 22).
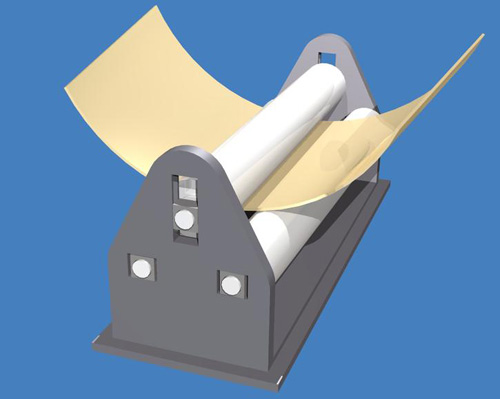
Joon. 22. Lehtmetalli valtsimine.
NB! Kolme rulliga painutamise (valtsimise) tööpõhimõtte videot vaata aadressil:
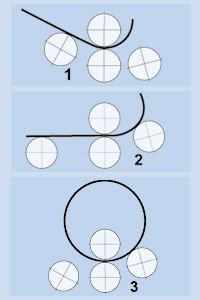
Joon. 23. Nelja rulliga silindrilise profiili painutamise skeem.
- Tulemusena on võimalik painutada lehtmetallist lisaks silindrilisele profiilile ka koonilise, ovaalse ja neljakandilise kujuga profiile (joon. 24, a, b, c).

Joon. 24, a

Joon. 24, b.
- Kui toorikul peab olema kooniline kuju, siis antakse ülemisele valtsile kalle, mis on võrdne moodustatava koonilise pinna kaldega (joon. 24, c).

Joon. 24, c.
Painutusprotsess profiilmetalli painutusmasinal.

Joon. 25. Profiilmetalli painutusmasin.
- Riba- ja profiilmetalli painutatakse kolme (joon. 25, 26) ja nelja rulliga painutusmasinatel (joon.27).
- Joonisel 26 on näidatud töötamine kolme rulliga painutusmasinal.
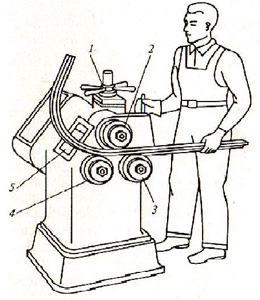
Joon. 26. Töötamine kolme rulliga painutusmasinal.
- Esmalt tuleb masin seadistada.
- See toimub käepideme 1
pööramisega, millega muudetakse ülemise rulli 2 asendit alumiste rullide 3 ja 4
suhtes.
- Painutamisel peab rull 2 suruma tooriku vastu rulle 3 ja 4.
- Tugirull 5
seatakse nii, et ta toetaks profiili küljelt ega laseks sellel väänduda.
- Enne painutamisele asumist
tuleb rullid puhastada neile kogunenud mustusest ning pühkida üle puhta
kaltsuga.
- Alumiiniumisulamist
toorikut määritakse painutamise käigus plastse määrdega.
- Kui vajalikku kõverusraadiust ei saada esimese korraga, lastakse toorik rullide vahelt mitu korda läbi.
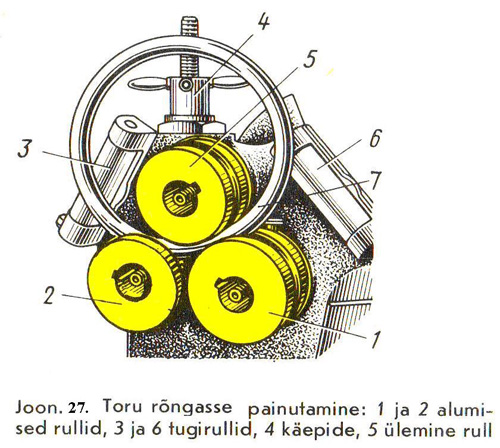
- Toru rõngasse painutamine kolme rulliga on näidatud joonisel 27.
Profiilmetalli painutamine rõnga-, spiraali- vm. kujuliseks
toimub nelja rulliga painutusmasinal (joon. 28).
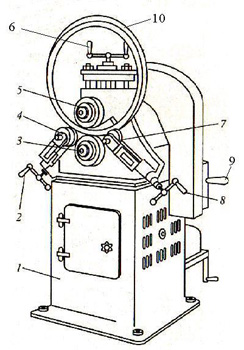
Joon. 28. Nelja rulliga painutusmasin.
- Nelja rulliga
painutusmasin koosneb kerest 1, kuhu on paigaldatud ajam, kahest veorullist 3
ja 5 ning kahest painutusrullist 4 ja 7.
- Tooriku 10 vajalik painderaadius reguleeritakse välja väntade 2 ja 8 keeramisega.
- Masin töötab järgmiselt:
käepideme 6 keeramisega vastupäeva tõstetakse ülemist rulli 5 sedavõrd, et
toorik 10 mahuks selle ja alumise rulli 3 vahele.
- Seejärel keeratakse käepidet 6
päripäeva, kuni toorik 10 on rullide vahele kinni pigistatud.
- Lülitatakse sisse
elektrimootor ja painutatakse toorik 10.
- Veorullide sisselülitamine ja pidurdamine toimub hoovaga 9.
NB! Erinevate profiilmetallide painutamise videot vaata aadressil: