Ketassaaglõikurid
Ketassaagimine on suletud lõikeprotsess pöörleva saekettaga.
- Pikikiudu saagimisel on saetee puidukiududega paralleelne, saehamba pealõikeserv teostab otslõikamist, külglõikeservad aga külglõikamist.
- Ristikiudu saagimisel on saetee puidukiududega risti, seahamba pealõikeserv teostab külglõikamist külglõikeservad aga otslõikamist.
Saagimisel nurga all on saetee puidukiudude suhtes üle 0° kuni 90° ning saehamba pealõikeserv teostab pikikülglõikamist, külglõikeservad aga pikiotslõikamist.
Otslõikamine erineb pikilõikamisest. Kiudude läbilõikamine toimub külglõikeservadega nii vasak- kui ka parempoolsel lõikepinnal. Saehamba esitahk lõhestab läbilõigatud kiud. Külglõikeserv peab kiud läbi lõikama enne esitahu kontakti. Seetõttu esitahk tuuakse ettepoole sae liikumise suunas.
Ketassaed jagunevad teras- ja kermiksaagideks.
Põhiliselt valmistatakse terassaed legeeritud terasest. Terassaed võib klassifitseerida järgmistesse gruppidesse:
Kermiksaekettad on kõvasulamplaadikestega saekettad. Saekettad võivad olla ka valmistatud titaansulamist.
Saeketaste valikul lähtutakse tehtavast tööst ning lõigatavatest materjalidest, lõike kõrgusest ja pingi tehnilistest andmetest. Teades tehtavat tööd, leitakse saeketta algläbimõõt järgmise valemiga:
-
Kui
saeketas paikneb materjali kohal:
- Dmin=2(H+0,5ds+h), kus
- H - materjali paksus (mm);
- ds - saeketta kinnitusseibi läbimõõt;
- h - saehamba välja ulatuvus materjalist, mis võib olla 5 - 25 mm, keskmiselt 10-15mm
-
Kui
saeketas paikneb saetava materjali all:
- Dmin=2(a+H+h), kus
- a - saevõlli tsentri kaugus töölaua pinnani
- H - materjali paksus (mm);
- h - saehamba välja ulatuvus materjalist, mis võib olla 5 - 25 mm, keskmiselt 10-15mm
-
saeketta
algläbimõõt leitakse:
- Dmin + 2Δ , kus
- Δ - teritamisvarud on kuni 25mm (kõvasulami korral see ei kehti)
Saeketta paksus sõltuvub tema välisläbimõõdust: b =(0,08 kuni 0,15)√D
Saeketta kinnitusseibide aluseks on saeketta välisläbimõõt: ds=5√D
Tasapinnalised ketassaed koosnevad korpusest ja hammasvööst, mis on üleni valmistatud ühest ja samast materjalist.
Tasapinnalisi ketassaage valmistatakse
- läbimõõt: 115 - 1500 mm (võib olla isegi üle 2000mm)
- võlliava läbimõõt: 22, 30, 32, 50, 65, 80 mm (enamkasutatav 50mm läbimõõduga)
- saeketta paksus: 1,0 - 5,5 mm (enamkasutatav 3 kuni 4 mm)
- lõikeservade arv: 3 - 120.
Kõvasulamsaed kasutatakse plaatmaterjali juurdelõikamiseks, kilpmaterjalide mõõtu saagimisel tehismaterjalide ja metallide lõikamiseks ning massiivpuidu piki- ja ristisaagimiseks. Kõvasulamsaed koosnevad saeketta korpusest ja kõvasulamplaatidest, mis kinnitatakse saeketta hamba pesadesse joodiste abil.
Kõvasulampladikeste hambakuju tähis sõltub tootvas firmas kasutavast tähisest. Näiteks firma "Leitz" poolt valmistatavate saeketaste hambaprofiilid on on järgmised:
 HZ
HZ
HZ on sarik, nõgushambaga ja V-hambad vaheldumisi. HZ on ettenähtud laminaatplaatide saagimiseks. Tagab ilma killustumisteta väga kõrge kvaliteediga lõikepinna.
 WZ
WZ
WZ on vaheldumisi kaldu tagatahuga saehammas. WZ on ettenähtud puidu piki- ja ristisaagimiseks. Samuti plaatmaterjalide lõikamiseks ning teda võiks nimetada universaalsaeks. Annab hea lõikepinna materjalidele, mis ei ole liiga rabeda pealiskattega.
 WZ/FZ
WZ/FZ
FZ on sirge hammas vaheldumisi kaldu tagatahuga saehammas. On mõeldud puidu pikisaagimiseks, sealhulgas ka mitmekettalistel pikisaagpinkidel.
 KON/WZ
KON/WZ
KON/WZ on otsast kitsenevad saehambad, mida kasutatakse plaatmaterjalide ettelõikesaagides.
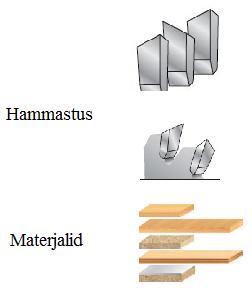
Firma "Freud" poolt näiteks saehamba LU73M näidis koos materjalidega
Firma "Sandvik" kõvasulamsaed omavad täht-number tähistust, mis kannab endas informatsiooni saeketta kohta ja võimaldab tunduvalt lihtsustada tootja ja tarbija info vahetust.
Näiteks: N 0,5 BA 13 SR B2 - 300 - 60, kus
N - negatiivne esinurk;
0,5 - esinurga väärtus;
BA - hamba kuju;
13 - hambasamm;
SR - eri omadused;
B2 - saetee laius;
300 - välisläbimõõt;
60 - võlliava läbimõõt ehk siseava läbimõõt.