Pinkide töötäpsus
Pinkide töötäpsus oleneb elementide geomeetrilisest täpsusest. Lõikeprotsessis toimivate jõudude, pindade järeleandvuse, hõõrdumise, temperatuuri, süsteemi vibratsioonide tagajärjel tekib pindade ebatasasus, lainelisus ja muud defektid.
Tasapindadega detailidel esinevad järgmised kujuhälbed:
- mittetasapinnalisus
- mittesirgjoonelises
- mittesilindrilisus
- mitteringjoonelisus.
Tasapindadega detailidel esinevad järgmised asendihälved:
- mitteparalleelsus
- mitteristseis
- otsviskumine
- radiaalviskumine
- eriteljelisus.
Kuju- ja asendihälbed on normitud vastavalt tööpingi täpsusklassile. Puidulõikepingid jagunevad nelja täpsusklassi:
- I - eriti täpsed pingid, tagavad 10 ...12 kvaliteedi klaasi. Näiteks kalasabatapipingid ja pesafreespingid.
- II - täpsed pingid, tagavad 11 ... 13 kvaliteedi klassi. Näiteks paksushöövelpingid ja freespingid
- III - keskmise täpsusega pingid, tagavad 13 ... 15 kvaliteedi klassi. Näiteks neljapoolsed höövelpingid ja universaalsaagpingid.
- IV - madala täpsusega pingid, tagavad 14 ... 16 kvaliteedi klassi. Näiteks saagpingid saematerjalide juurdelõikamiseks.
Puidulõikepinkide pindade kuju- ja asendihälbed on:
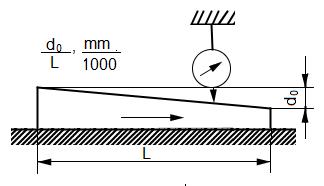 Mittetasapinnalisus
Mittetasapinnalisus
 Mitteristseis
Mitteristseis
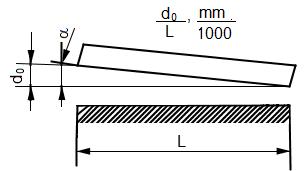 Mitteparalleelsus
Mitteparalleelsus
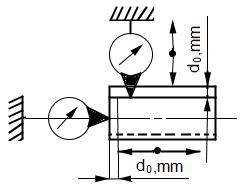
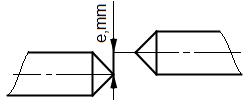 Eriteljelisus
Eriteljelisus
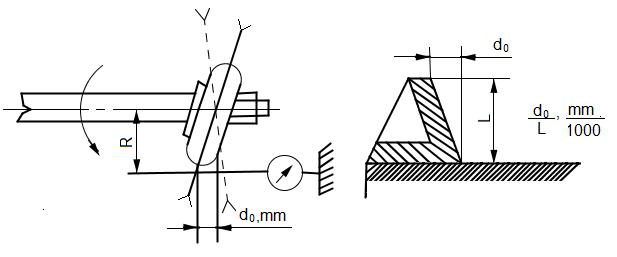
 Otsviskumine
Otsviskumine
|
Hälbe liik |
Mõõtühik |
Hälvete normid pingi täpsusklassi kohta |
|||
|
I |
II |
III |
IV |
||
|
Töölaudade, juhtlattide ja plaatide mittetasapinnalisus |
mm/1000 |
0,05 |
0,1 |
0,2 |
0,5 |
|
Tööpinkide mitteparalleelsus |
mm/1000 |
0,05 |
0,1 |
0,3 |
1,0 |
|
Tööpinkide mitteristseis |
mm/1000 |
0,07 |
0 ,2 |
0,6 |
2,0 |
|
Spindlite radiaalviskumine |
mm |
0,01 |
0,2 |
0,04 |
0,1 |
|
Spindlite otsviskumine |
mm |
0,02 |
0,3 |
0,05 |
0,15 |
|
Spindlite eriteljelisus |
mm |
0,01 |
0,3 |
0,1 |
0,5 |